1. Reference problem#
1.1. Geometry#
The geometry studied is a parallelepipedic plate 200 mm long, 60 mm wide and 7 mm thick.

Specimen thickness |
Width of The test tube |
Length of The test tube |
\(7\mathrm{mm}\) |
|
|
1.2. Material properties#
The material under consideration is a forged austenitic stainless steel of type 316L (Z2 CND17 -12).
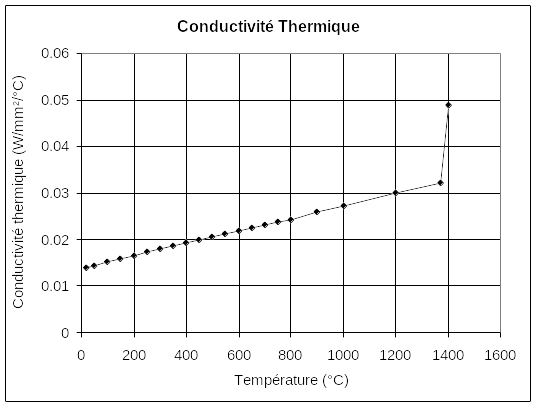
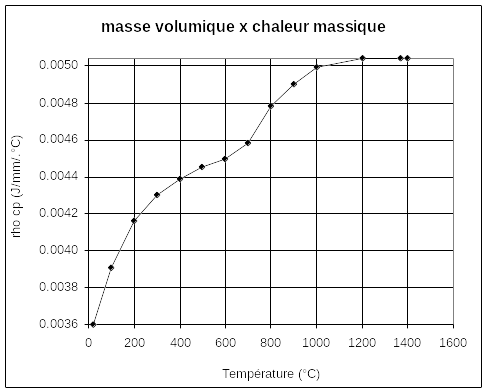
For non-linear thermal modeling, thermal conductivity and the product (density, density, heat capacity \(\rho c\)) vary as a function of temperature. Their values are given in the table below:
\(T\) Temperature (\(°C\)) |
\(\lambda\) Thermal conductivity (\(W/(\mathrm{mm}°C)\)) |
\(\rho c\) (\(J/{\mathrm{mm}}^{3}°C\)) |
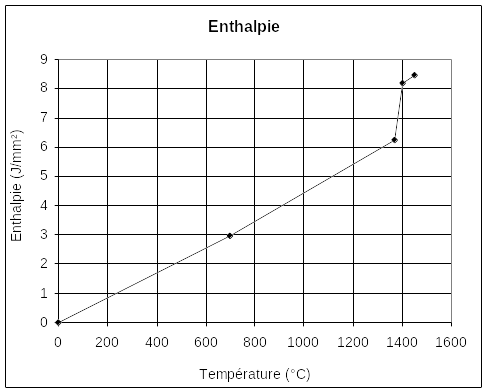
\(\beta\) Enthalpy (\(J/{\mathrm{mm}}^{3}\)) |
20 |
14.0 E-3 |
36.00 E-4 |
0.0 |
50 |
14.4 E-3 |
||
100 |
15.2 E-3 |
39.05 E-4 |
|
150 |
15.8 E-3 |
||
200 |
16.6 E-3 |
41.63 E-4 |
|
250 |
17.3 E-3 |
||
300 |
17.9 E-3 |
43.00 E-4 |
|
350 |
18.6 E-3 |
||
400 |
19.2 E-3 |
43.90 E-4 |
|
450 |
19.9 E-3 |
||
500 |
20.6 E-3 |
44.50 E-4 |
|
550 |
21.2-3 |
||
600 |
21.8 E-3 |
44.95 E-4 |
|
650 |
22.4 E-3 |
||
700 |
23.1 E-3 |
45.80 E-4 |
2.979 |
750 |
23.7 E-3 |
||
800 |
24.3 E-3 |
47.80 E-4 |
|
900 |
26.0 E-3 |
49.00 E-4 |
|
1000 |
27.3 E-3 |
49.90 E-4 |
|
1200 |
29.9 E-3 |
50.40 E-4 |
|
1370 |
32.2 E-3 |
50.40 E-4 |
6.232 |
1400 |
48.9 E-3 |
50.40 E-4 |
8.184 |
1450 |
8.444 |
1.3. Boundary conditions#
The welding parameters are shown in the table below:
\(I\) (Intensity) |
\(U\) (Voltage) |
\(V\) (Workpiece speed) |
Electrode diameter |
\(\mathrm{200A}\) |
|
|
|
The upper surface of the plate is subjected to the action of a torch. This torch is placed in the center of the plate, \(15\mathrm{mm}\) from the edge, and moves parallel to its length at a constant speed (\(\mathrm{14cm}/\mathrm{min}\)) up to \(\mathrm{85.5mm}\) from the edge corresponding to the flashlight’s off position.
1.4. Initial conditions#
None.